Last week, we had an opportunity to check out War Sport Industries’ new campus in Robbins, North Carolina. I’d heard rumors of ammunition manufacturing in this new factory. Turns out, the rumors were true, and then some. Granted, I was looking forward to the visit if for no more reason than catching up with new National Sales Manager, Adam Pini. What I didn’t expect, was the size of the new War Sport undertaking.
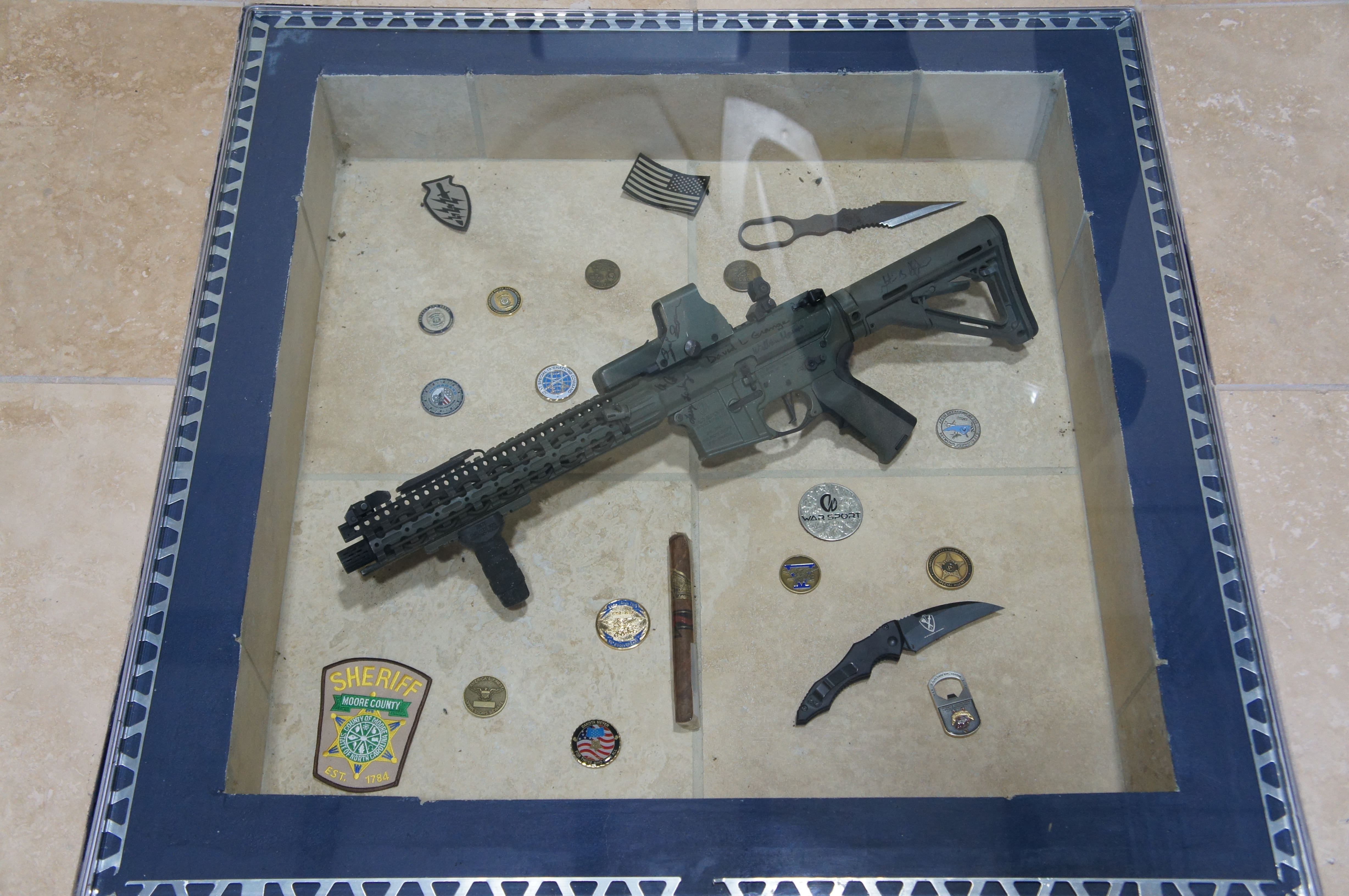
One of the initial things you see when you visit War Sport Industries is a display case set into the floor containing the very first LVOA.
War Sport Industries started out in 2011 with a couple of simple textile products and quickly expanded to firearms design and manufacturing. While the growth may have seemed stalled over the past few months, that’s only because they’ve been working behind the scenes.
2013-14 saw the growth of War Sport from a small textile and weapon assembly concern into planned growth to five full, independent although complementary, plants. At War Sport, we have been making strategic hires and concentrating on creating processes that will have all five of our plants manufacturing after the first of the year. We will offer barrels, components, full rifles, accessory textiles and even ammunition. Additionally, for 2015 we are expanding our product line, reaching into retail sales for the first time with our rifle components.
Joey Boswell,
CEO War Sport Industries, LLC
War Sport Industries now occupies a 28 acre campus that houses five distinct plants as well as headquarters, QA Lab, ammo magazine and test range. The plants include Barrel, Ammunition, CNC component manufacturing, and the original two centers of Textile and Weapon Assembly. Additionally, War Sport has installed a state-of-the-art power distribution system that also conditions the power into the facility in order to prevent machine downtime.

While they haven’t yet achieved ISO verification, everything has been designed from outset to this end. Plus, they’ve got three Six Sigma green belts on staff.

Boswell and a couple of his managers took us on a tour of the campus. There’s been quite a bit of construction and we visited each plant in turn. We were not able to photograph every area of the campus.

This is the original LVOA oven alongside its state-of-the-art replacement used to Cerakote parts.

Recently baked receivers on the rack. Right next to this section, in a caged area is weapon assembly.

Steel rods which will eventually be processed into barrel blanks. The yellow crane above is slated to be installed to a movement system which will simplify the process of moving the steel.

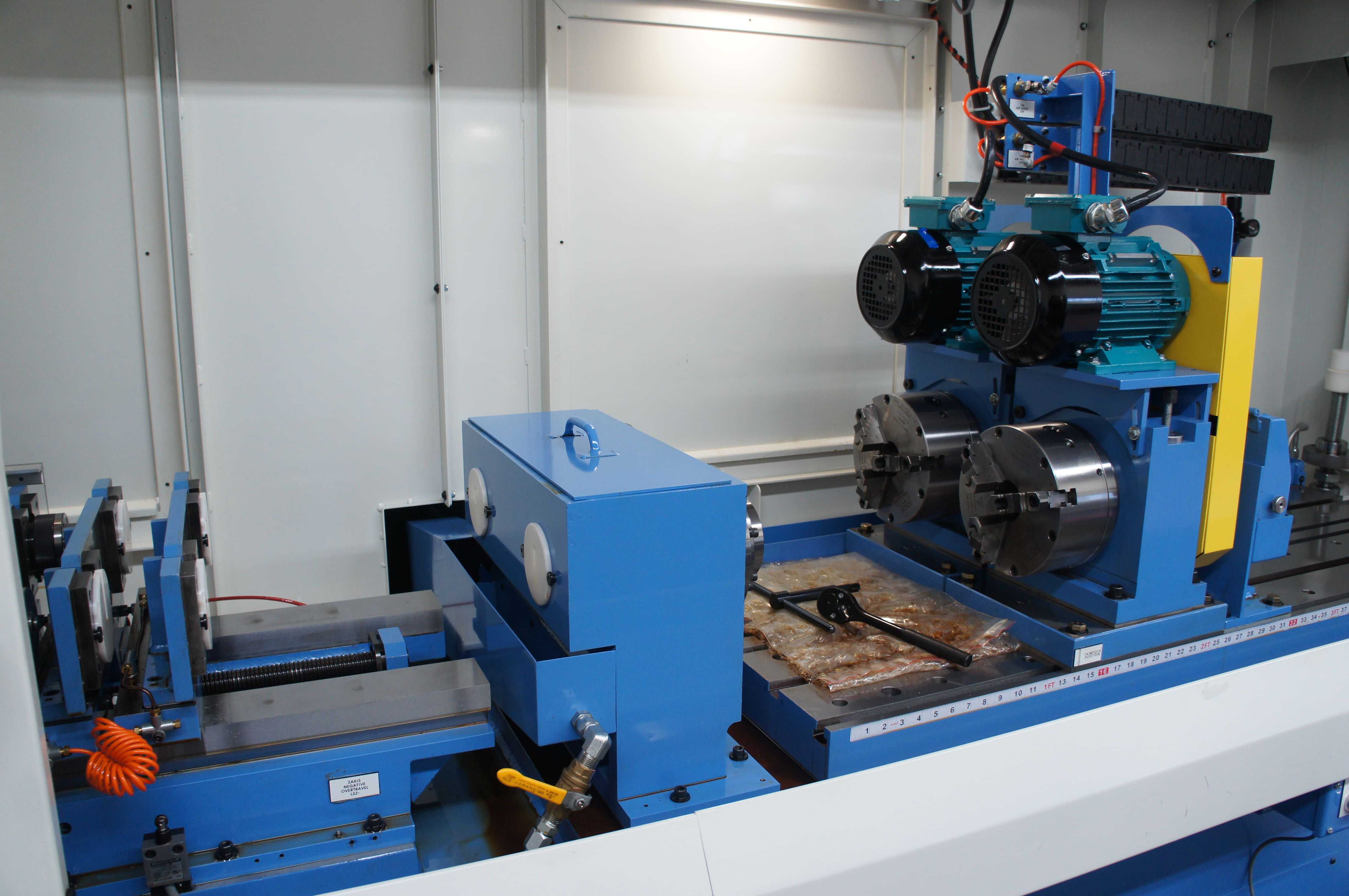
They use this machine to cut the bore holes into the barrel blanks, prior to the rifling process.
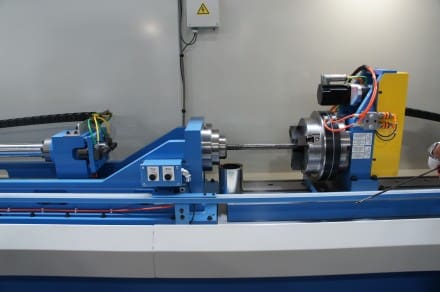
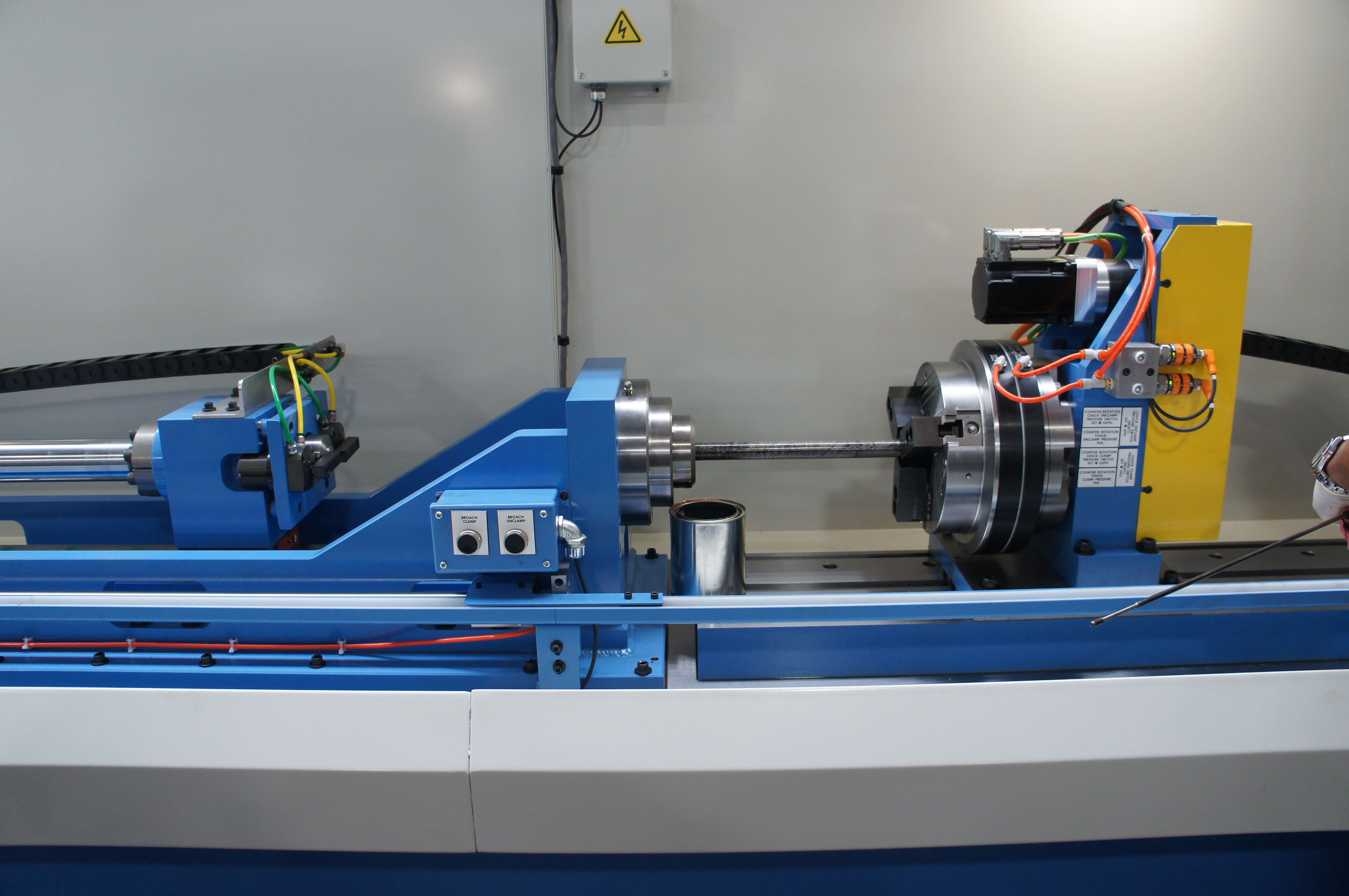
War Sport uses the Button method to produce rifling in the barrels. This machine is used to add rifling to the barrel blanks by pulling the bit or “button” through the blank. The machinery also controls the twist rate introduced into the barrel.



These air gauges are used to measure barrel bore, high land and low lands.

They can also conduct Rockwell hardness testing on a round object like a barrel. Eventually, they plan to open the lab to other manufacturers to forensically test materials.
Pictures from the lab. War Sport utilizes a variety of highly sensitive equipment to insure they’ve received optimal steel for manufacturing, as well as test their machinery components and products.
Although we weren’t able to photograph the ammunition plant, in addition to manufacturing, they’ve also integrated a full QC lab. They can conduct pressure testing to SAAMI standards as well as component and lot testing. They’ll also be able to develop new loads. Once finished they’ll have two Oehler chronograph systems running.

This oven will be used to heat treat the barrels once they are rifled. Some will be contoured and finished into barrels while others will remain blanks and be sold to others for finishing.

Compensators are manufactured using a CNC.

A finished barrel next to a blank.

Barrels ready to ship out for coating in a ruggedized protective case. This helps protect them from shock during transit.

Compensators are also transported in a padded case. Compensators will eventually be offered to retailers along with other parts. Unfortunately, you still can’t purchase a handguard without a full upper.

This is the CNC manufacturing center, where compensators and barrels are machined and finalized. While War Sport purchases many commodity parts such as pins and springs from other manufacturers they do build their proprietary parts themselves.

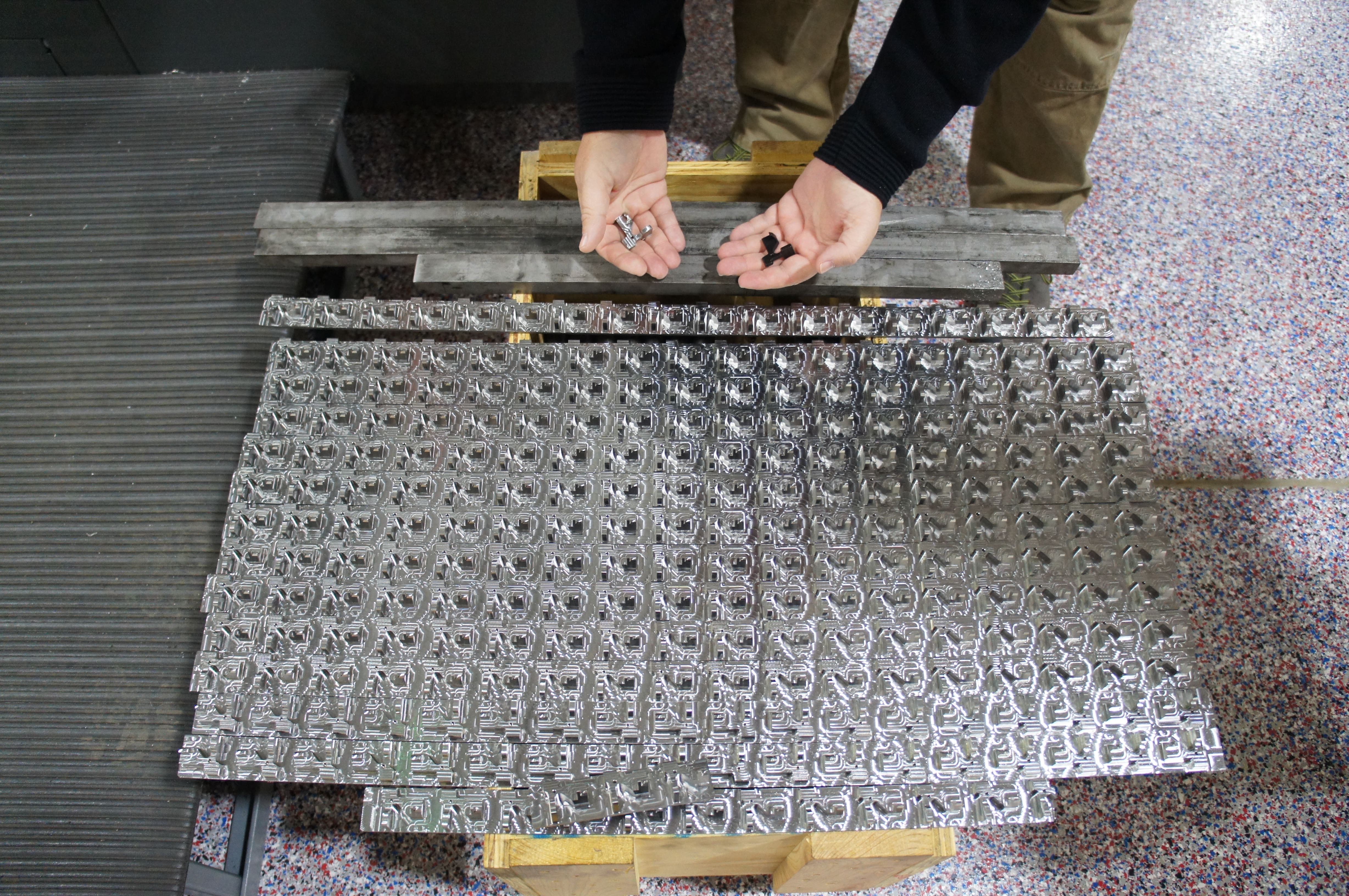
One example of these proprietary items are bolt catches, seen here at various stages of production including a finished part.


War Sport also has an in-house machine shop to produce tooling as well as prototypes.

Eventually, we got a chance to speak with Adam Pini. It’s always great to visit with him and his enthusiasm for his new job was obvious.
This is where I want to be, I don’t want to be anywhere else. When I jumped into the car to drive to North Carolina, it was like Christmas Day. I am very excited about the opportunities presented here at War Sport. War Sport is a lifestyle and it suits me well.
Adam Pini
National Sales Manager
War Sport showed us a lot during our visit. Some of it was ready, and some work was still left to be done. According to Boswell, everything should be rocking and rolling by SHOT Show with ammo available late first quarter.
warsport-us.com